Cartridge Heater is small size, large power, fast heating speed, large heat output, high accuracy, easy to replace, and it can also have built-in thermocouples to achieve real-time temperature feedback and control, and is often used for heating metal molds. Usually used with thermocouples, it can achieve a good heating and temperature control effect, in order to detect temperature and overheating protection, it can be integrated in the single-head tube heater thermocouple.
The heating part of the core of the cartridge heater is a high-temperature resistant NiCr80-20 nickel-chromium alloy resistance wire, which is wound on a magnesium oxide rod and placed in a stainless steel tube. The resistance heating wire and the stainless steel are filled with high-purity magnesium oxide powder for insulation treatment, and then the air inside is exhausted by beating through a rolling mills, so that it becomes a whole. The Cartridge heater is made of rigorous processing technology combined with carefully selected high-quality materials. The manufacturing process is made through more than 20 processes. Before the finished product is made, multiple quality tests will be carried out to test the product quality under full load to ensure that the heating performance of the heating element is stable and durable, and to ensure that the finished product is the product that best meets your needs! In addition, in order to cope with various different usage environments, more shell and lead materials are available. After the main body of the cartridge heater is completed, the fixing plate or threaded fixing method, as well as metal corrugated tube sheath, metal braided mesh sheath and glass fiber conduit sheath can be selected according to the installation needs.
Classification of Cartridge Heater
According to the outlet standard, Cartridge Heaters are generally divided into:
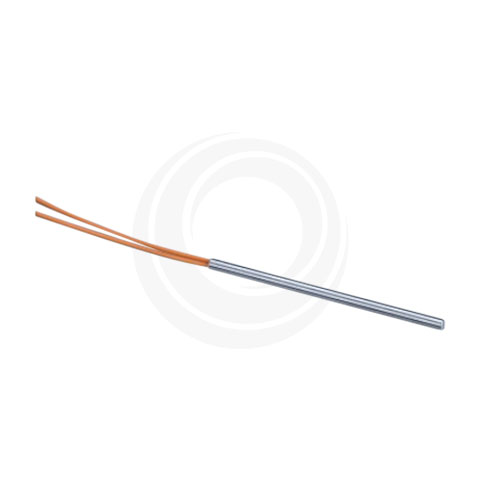
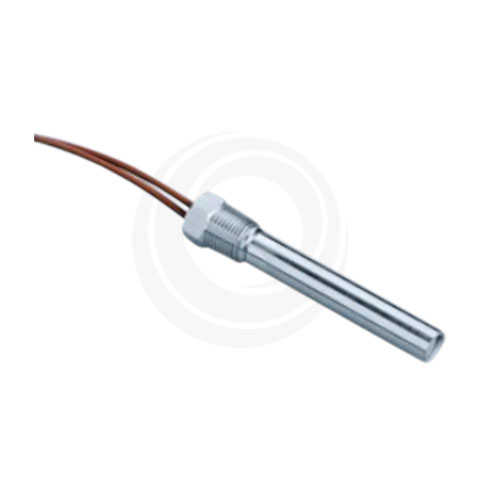
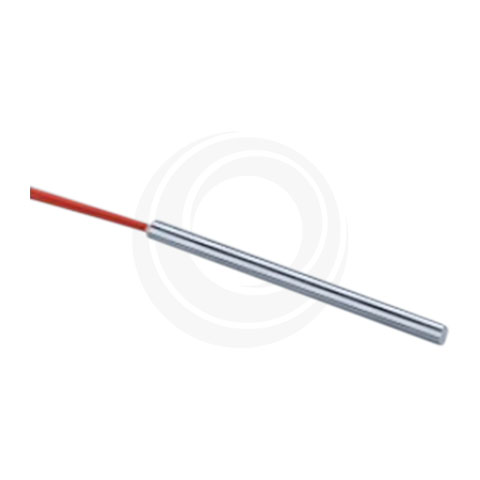
Externally Connected Cartridge Heaters: The stainless steel hard wire is led out from the inside of the heating element and connected to the high-temperature wire from the outside. This process is the standard process
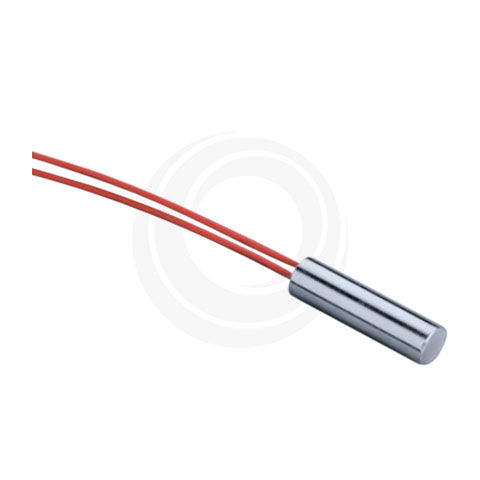
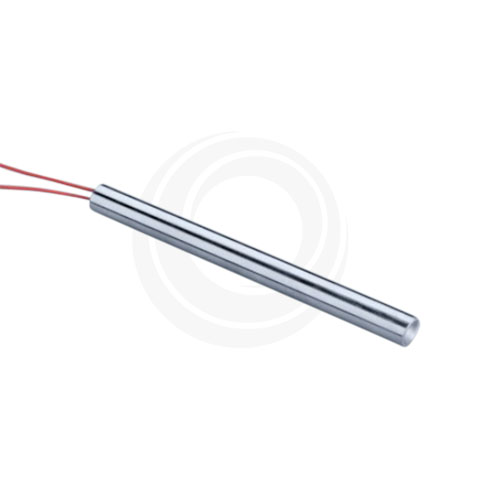
Inner Lead Cartridge Heaters: the high-temperature line is directly drawn from the inside of the heating element, which is a high cost process, but it is not easy to break the line.
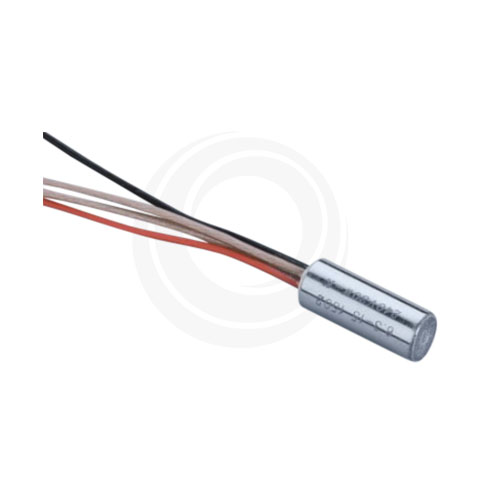
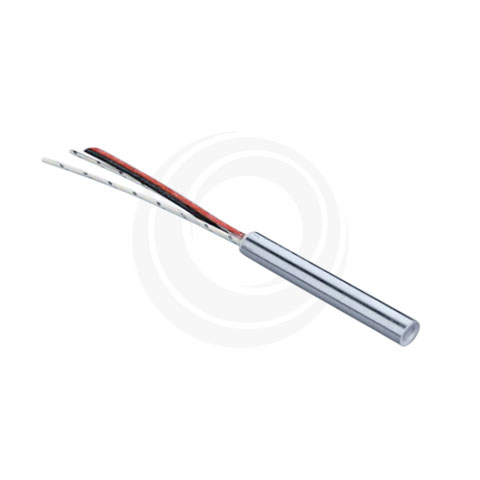
Soft Lead Cartridge Heaters: The stainless steel soft wire is led out from the inside of the heating element and covered with a glass fiber sleeve. This process has low cost and is not easy to break.
Structure of Cartridge Heaters
Tube Diameter
2、3、4、5、6、6.5、8、10、12、12.5、16、20
Tube Diameter
1/8、1/4、3/8、1/2、5/8、3/4
Material (Outer)
Stainless steel
Material (Inner)
Heating wire/magnesium oxide powder
Heating element exposure temperature (max.)
800℃
voltage
230V
Power error (unheated)
+5%-10%
High pressure strength (unheated)
1500V
Insulation resistance (unheated)
≥1.5MΩ
Leakage current (unheated)
≥0.5MA
Longest straight bar length
3000MM
Length error
±1.5MM
Unheated length (terminal)
3-20MM
Unheated length (bottom)
3-9MM
High quality nickel chromium resistance wire is used as heating wire and wound on a high purity magnesium oxide core rod. The heating wire and internal pin are superimposed and crimped together for the best connection life.
Excellent heating wire positioning and precise centering of the heating wire ensure efficient and uniform heating. The wound heating wire is very close to the heating rod shell, so that the heat can be quickly transferred to the heated workpiece.
High density compressed ceramic insulation, magnesia ceramic insulation is compressed to a theoretical density in order to provide the best heat transfer and insulation strength, and provide maximum protection against knocks and vibrations.
High temperature alloy shell, shell materials available include several stainless steels and INCOLOY alloys, and can also be produced according to the specified materials of the application.
The tail is welded and sealed, and a disc made of the same material as the outer shell is welded to the tail of the heating rod. This welding meets the sealing required for liquid heating and also eliminates the possibility of impurities entering the tail of the heating rod.
Durable heat-resistant wire. Standard high-temperature wire comes out of the rod through the ceramic terminal. The wire insulation layer is buried in the ceramic terminal to eliminate the situation of bare wire at the end when the wire is bent. The standard wire is 300mn wire with UL certification, and the insulation layer reaches the working temperature of 250 degrees according to UL standards. A variety of wire types are available.
Connection Wire Selection
Direct high temperature fiberglass conductor (multi-branch)
Direct high temperature film conductor (multiple branches)
Specifications:1m 2 , 1.25 m 2 , 1.5 m 2 , 2 m 2 , 2.5 m 2 , 3 m 2 , 3.5 m 2 , 4 m 2
Common Specifications of Cartridge Heater
Common specifications of British system
Imperial electrical limits
Min.Power/heater length (120V)
Max. Power(120V/240V/480V)
Actual diameter(inch)
Actual diameter (mm)
Min.Length(inch)
Min.Length(mm)
Max.Length(inch)
Max.Length(mm)
Nominal diameter(inch)
Max.Voltage
Max.Current
1"L
1 1/2"L
2"L
120VSingle Phase
240V Single Phase
480V Single Phase
1/8
240
3.0
—
10
10
360
720
—
.122 +/-.002
3.11
1-1/4
31.8
12
304.8
3/16
240
3
—
10
10
360
720
—
.184 +/-.002
4.67
1-1/4
31.8
12
304.8
1/4
240
4.4
100
55
40
525
1050
—
.246 +/-.002
6.25
7/8
22.2
36
914.4
5/16
240
4.4
100
55
40
525
1050
—
.308 +/-.002
7.82
7/8
22.2
36
914.4
3/8
240
6.7
65
35
25
800
1600
—
.371 +/-.002
9.42
7/8
22.2
48
1219.2
7/16
240
6.7
65
35
25
800
1600
—
.433 +/-.002
11.00
7/8
22.2
48
1219.2
1/2
240
9.7
40
25
20
1160
2320
—
.496 +/-.002
12.60
7/8
22.2
60
1524.0
9/16
240
9.7
40
25
20
1160
2320
—
.588 +/-.002
14.15
1
25.4
60
1524.0
5/8
480
23.0
35
20
15
2760
5520
10000
.621 +/-.002
15.77
1
25.4
72
1828.8
11/16
480
23.0
35
20
15
2760
5520
10000
.683 +/-.002
17.35
1
25.4
72
1828.8
3/4
480
23.0
35
15
10
2760
5520
10000
.746 +/-.002
18.95
1
25.4
72
1828.8
7/8
480
23.0
35
15
10
2760
5520
10000
.871 +/-.003
22.12
1-1/4
31.8
72
1828.8
15/16
480
23.0
35
15
10
2760
5520
10000
.933 +/-.003
23.70
1-1/4
31.8
72
1828.8
1
480
23.0
35
15
10
2760
5520
10000
.996 +/-003
25.30
1-1/4
31.8
72
1828.8
11/8
480
23.0
35
15
10
2760
5520
10000
1.120+/-.003
28.44
1-1/4
31.8
72
1828.8
13/16
480
23.0
35
15
10
2760
5520
10000
1.181+/-.003
30.00
1-1/4
31.8
72
1828.8
11/4
480
23.0
35
15
10
2760
5520
10000
1.245+/-.003
31.62
1-1/4
31.8
72
1828.8
Metric Common Specifications
Metric Electrical Limits
Min.Power/heater length (120V)
Max.Power (120V/240V/480V)
Actual Diameter(mm)
Actual Diameter(mm)
Min. Length(mm)
Min. Length(inch)
Max. Length(mm)
Max. Length(inch)
Nominal diameter(mm)
Max.Voltage
Max.Current
1"L
1 1/2"L
2"L
120V Single Phase
240V Single Phase
480V Single Phase
6
240
4.4
100
55
40
525
1050
—
5.90 +/-.05
.232
22.2
7/8
914.4
36
6.5
240
4.4
100
55
40
525
1050
—
6.40 +/-.05
.252
22.2
7/8
914.4
36
7
240
4.4
100
55
40
525
1050
—
6.90 +/-.50
.275
22.2
7/8
914.4
36
8
240
4.4
65
35
25
800
1600
—
7.90 +/-.05
.311
22.2
7/8
1219.2
48
8.5
240
4.4
65
35
25
800
1600
—
8.40 +/-.05
.330
22.2
7/8
1219.2
48
10
240
6.7
65
35
25
800
1600
—
9.90 +/-.05
.390
22.2
7/8
1219.2
48
11
240
4.4
65
35
25
800
1600
—
10.90 +/-.05
.429
22.2
7/8
1524
60
12
240
9.7
40
25
20
1160
2320
—
11.90+/-. 05
.469
22.2
7/8
1524
60
12.5
240
9.7
40
25
20
1160
2320
—
12.40 +/-.05
.488
22.2
7/8
1524
60
14
480
23.0
35
20
15
2760
5520
10000
13.90 +/-.05
.547
22.2
7/8
1524
60
15
480
23.0
35
20
15
2760
5520
10000
14.90 +/-.05
.587
25.4
1
1828.8
72
16
480
23.0
30
15
10
2760
5520
10000
15.90+/-.05
.626
25.4
1
1828.8
72
17
480
23.0
30
15
10
2760
5520
10000
16.90 +/-05
.665
25.4
1
1828.8
72
19
480
23.0
30
15
10
2760
5520
10000
18.90 +/-.05
.744
25.4
1
1828.8
72
20
480
23.0
30
10
10
2760
5520
10000
19.90 +/-.05
.783
25.4
1
1828.8
72
Quality Standard of Cartridge Heater
Diameter Tolerance D ( +0 -0.05 mm);
Length Tolerance L(+1 -1mm);
Capacity Tolerance W (+5% -10%);
Straightness Requirement:≤3 ‰ ;(A 1m long heating element is placed on a horizontal plane, and the height of the tube wall from the highest point to the center line is ≤3mm)
Insulation resistance ≥ 103MΩ(the vacuum plastic bag is kept for 3 months without opening)
Withstand voltage standard ≥ 1800V/S ;
Appearance visual requirements: smooth surface, no scratches, no spots, no dents;
Wiring strictly according to the current carrying standard in the electrician's manual
Packing Requirements: vacuum packing
Use of Cartridge Heater
Cartridge heaters are suitable for working in heating media where both ends cannot be wired, such as high and low temperature insertion heating of various large and small molds and mechanical equipment, including punching dies and other molds, medical equipment, plastic sealing machines, bottle capping machines, continuous automatic sealing machines, cigarette making machines, etc.
In traditional plastic molds or rubber molds, a cartridge heater is placed inside the metal mold plate to ensure that the plastic and rubber materials in the mold flow channel are still in a molten state, but still maintain a relatively uniform water temperature.
In the injection mold, the cartridge heater is arranged according to the mold shape to make the injection surface reach low temperature, especially for thin or steel plate with high injection hardness, reducing the efficiency of the injection process.
Cartridge heaters are used in packaging machinery and hot cutters. They are embedded in edge banding molds or hot cutter molds to make the entire mold reach a uniform low temperature, so that the material can be melted and attached or melted and cut off the moment it contacts the material. Uniform cartridge heater is are particularly suitable.
Cartridge heaters are used in meltblown molds. Cartridge heaters are installed inside the meltblown die head to ensure that the inside of the die head, especially the wire hole position, is at a uniform low temperature, so that the material can achieve uniform density after being melted and ejected through the wire hole. Cartridge heaters are particularly suitable.
Cartridge heater is used in the uniform heating platform, which means that multiple cartridge heaters are horizontally embedded in the metal plate. The power of each cartridge heater is adjusted by estimating the power distribution, so that the surface of the metal plate reaches a uniform temperature. The uniform heating platform is widely used in target heating, precious metal stripping and recovery, mold preheating, etc.
Precautions for Using Cartridge heater
Cartridge heaters heat up quickly and have poor heat dissipation conditions, which often cause the external stainless steel tube body of the heating element to be charred, oxidized, and deformed, causing the internal heating element – the heating alloy wire to melt due to high temperature air burning, resulting in the shortening of the life of the Cartridge heater itself. Therefore, Cartridge heaters not only require good production quality, but also require the material of the mold and the processing aperture (the closer the aperture and tube diameter, the better). In addition to facilitating the replacement of Cartridge heaters, suitable apertures are also conducive to the conduction of heat energy between the two, thereby extending the service life of the heating element itself.
Pay attention to the precision when processing deep holes in the mold. Do not drill holes at both ends, because the joints cannot be tightly fitted and there will be large gaps, which will cause poor heat dissipation of the heating element and uneven temperature of the heated body.
The place of use must be free from pollutants and moisture to prevent leakage. A space of 5mm can be reserved outside the mold.
When starting the machine and using the heating element, you can preheat it for 5 minutes to avoid the risk of electric leakage due to humid air or water seeping into the element. When using heating machine, you must install a grounding wire.